

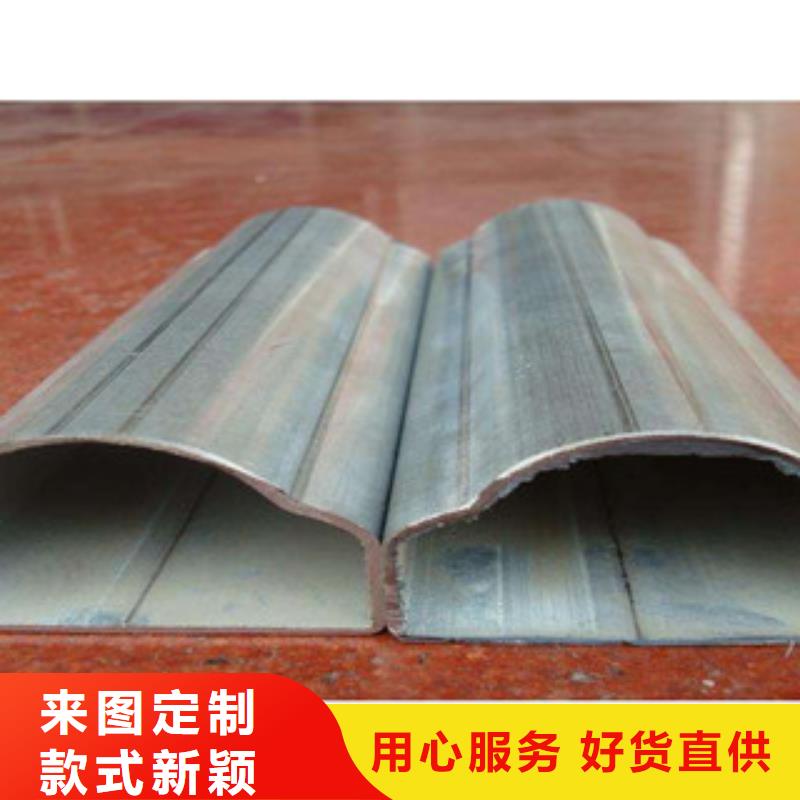




异型管焊接优点
优点:
(1)可将入热量降到*低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦*低;
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用;
(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形接可降至*低;
(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥;



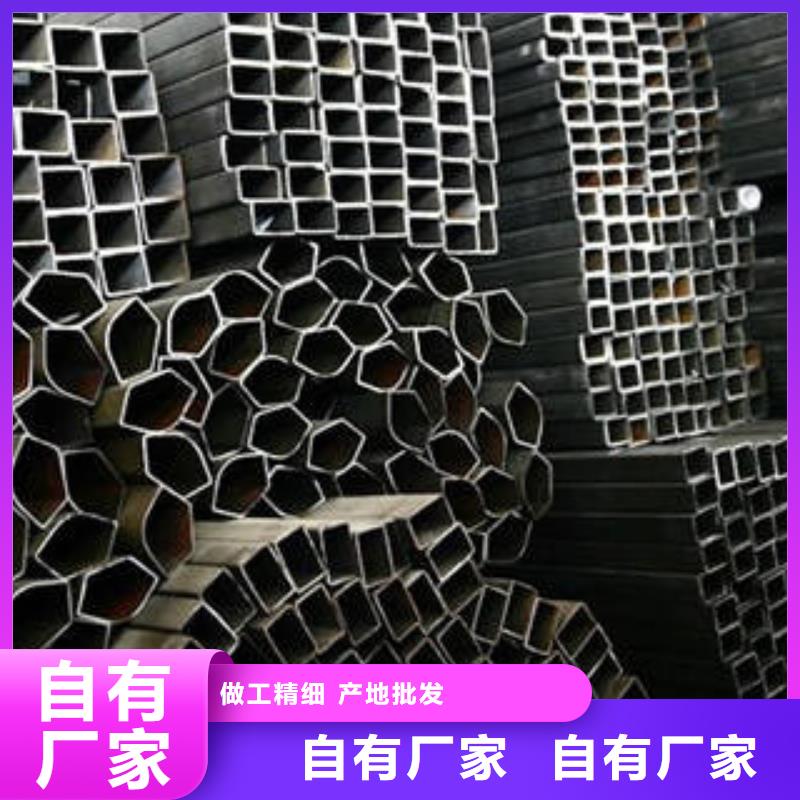
材料要求
材料的材质,尺寸精度,表面质量,成型形状和力学性能等对冷弯型钢产品的表面质量,强度,耐蚀性及其使用寿命有着直接的关系。当有可靠根据时,可采用其他牌号的钢材,但应符合相应有关 标准的要求。特别是相关材料的屈服点上的纵横伸长率及冷弯试验得到的弯心直径等对冷弯异型管的影响很大。
工艺特点
在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻减薄外,变形材料的厚度在成型过程中假定保持不变。在孔型设计时,要注意合理分配变形量,尤其是在 道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对异型管进行预弯,且使型材断面的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。


浩融金属制品厂有限公司生产的每一个 贵州毕节轴承钢管在出厂的时候都经过质检员进行出厂检验,检验员必须按照 贵州毕节轴承钢管检验的项目逐项检验,必须进行记录同时存档,质检员签字后方可,所以我们在售的每一个 贵州毕节轴承钢管产品都可以放心的购买。




自动化
由于冶炼时间短,生产效率高,再加转炉容量不断扩大,为准确控制冶炼过程,保证获得合格钢水成分和出钢温度,必须进行自动控制和检测,实现生产过程自动化。在这种情况下,可以实现异型管生产的高度机械化和自动化,减轻工人的劳动强度,改善劳动条件。
适应性强
氧气顶吹转炉对异型管原料的要求,与空气转炉相比并不那么严格,可以和平炉、电弧炉一样熔炼各种成分的铁水。
效率高
一氧气顶吹转炉的异型管钢产量远比其他方式的平均小时产量高,而且从冶炼周期上看,转炉比平炉、电炉的冶炼周期要短得多。